Only for business customers
Customer Log in
Register your account
Sign up to become an online customer and start using all the features of our online shop!
Products
Exclusively for business customers
Hotline +374(0) 60 708807
Quick delivery
More than 125,000 products


Structural adhesive Multi-fibre adhesive
+374(0) 60 708807, +374(0) 10 349347
Tecnical Description
- Silicone-free: Yes
- Container: Cartridge
- Contents: 310 ml
- Chemical basis: Polyurethane
- Min./max. temperature resistance: -30 to 110 °C
- Solvent-free: No
- PVC-free: Yes
- VOC-free: Yes
- Full curing speed/conditions: 1 mm/d / Depending on the strength of caterpillars
- Fully hardening/curing conditions: Depending on the strength of caterpillars
- Min. functional strength: 20 min
- Conditions for functional strength: with tension-free materials
- Min./max. processing temperature: 7 to 35 °C
- Min. flashing point: 181 °C
- Shelf life from production/conditions: 12 Month / at 15°C to 25°C
Chemical basis
Full curing speed/conditions
Fully hardening/curing conditions
Code
Package / Quantity
Price (AMD)
Polyurethane
1 mm/d / Depending on the strength of caterpillars
Depending on the strength of caterpillars

Code: 0893100115
Product information
Catalogue page as PDF 1
Tecnical Description
- Container Cartridge
- Min. flashing point 181 °C
- Solvent-free No
- PVC-free Yes
- Shelf life from production/conditions 12 Month / at 15°C to 25°C
- Min./max. temperature resistance -30 to 110 °C
- Silicone-free Yes
- Min./max. processing temperature 7 to 35 °C
- Conditions for functional strength with tension-free materials
- Min. functional strength 20 min
- Chemical basis Polyurethane
- Full curing speed/conditions 1 mm/d / Depending on the strength of caterpillars
- Fully hardening/curing conditions Depending on the strength of caterpillars
- Contents 310 ml
- VOC-free Yes
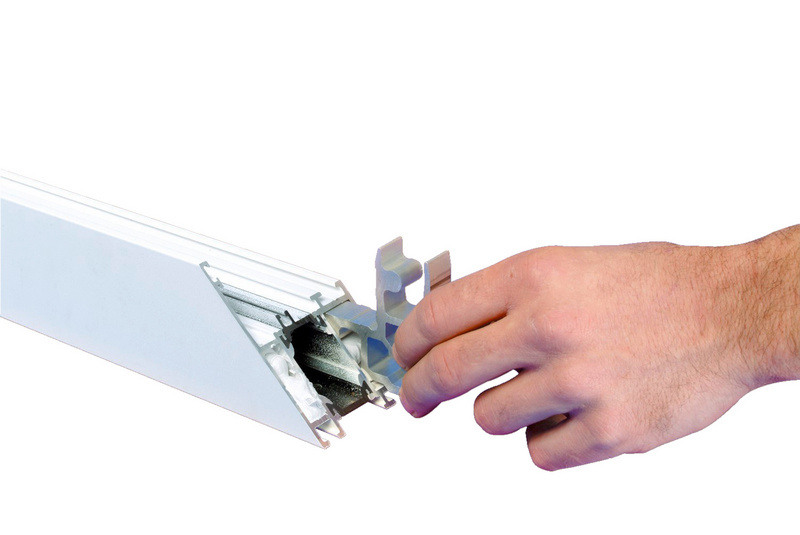
Transparent, universal and high-strength polyurethane adhesive with glass fibre reinforcement and excellent adhesion.
Fibre-reinforced
- High-strength adhesive
- Thanks to the integrated glass fibre reinforcement, outstanding adhesive strength is achieved even with adhesive bonds under heavy loads.
- Highly impact-resistant bonding strength due to reinforcement fibres
Versatile applications and adheres to a wide variety of materials
- Compatible with natural stone
- Thin, transparent glue joint
- Semi-rigid adhesive with low foaming behaviour
- Can subsequently be powder-coated (30 minutes /+200 °C)
Hardens quickly
- Quick reaction time with high initial strength after approx. 20 minutes
- Enables you to continue working quickly
Proven adhesive properties
- Tested water resistance level D4 in accordance with EN 204
- Heat resistance according to EN 14257 (WATT 91)
Paste-like thixotropic adhesive (does not drip)
Can be sanded and painted over
Resistant to weathering and ageing
Silicone- and solvent-free
Proof of Performance
- Tested stress group D4 in accordance with DIN EN 204 by ift Rosenheim
- Tested heat resistance according to DIN EN 14257 (WATT 91) by ift Rosenheim
- French VOC emissions class A+
Notice
- The viscosity of 1C-PUR adhesives when processed at +15°C is approximately double that when used at +25°C.
- Sunlight discolours the adhesive but does not affect the adhesive strength!
- Bonding aluminium, copper, brass: Only on chemically pre-treated or coated surfaces: these materials cannot be permanently bonded in an age-resistant manner without appropriate pre-treatment of the bonding surfaces.
- Powder-coated workpieces should always be cleaned with cleaner type 60 (art. no.: 0892130030/0892130031); powder coatings with PTFE components cannot be reliably bonded without pre-treatment (e.g. plasma process).
- Pressing force: ≥ 0.015 N/mm² for surface bonding and ≥ 1 N/mm² for bonding solid wood to solid wood
- For bonding gap thicknesses ≥ 2.0 mm, the bonding, pressing and hardening times are considerably longer, bonding gap thicknesses ≥ 3 mm are not possible.
- If moisture is expected to have an impact, the bonding gaps/bonding surfaces must also be sealed/protected with a suitable sealing compound!
- When bonding metals to absorbent materials (e.g. wood, construction materials etc.), the moisture can be slowly transported through the bonding gap by the absorbent material onto the metal surface, where it can cause corrosion damage to the metal. The metallic bonding surface must therefore have suitable corrosion protection, e.g. paint or powder coating!
- When bonding different materials (with different expansion properties), the bonding gap dimensions must be adapted according to the long-term behaviour.
- The bonded workpieces should not be coated until after the adhesive is fully hardened; if they are coated too early, the formation of bubbles in the coating cannot be ruled out.
- Zinc-plated sheets should always be protected against the permanent influence of moisture. To prevent the formation of "white rust", any moisture that arises must be prevented from coming into contact with the bonding surface.
- In the production and processing of stainless steel, auxiliary materials such as wax, oils etc. are used. These materials usually cannot be simply wiped clean. It has been shown that after cleaning with solvents, grinding or (even better) sandblasting the surface, followed by repeated cleaning with solvents, delivers considerably better bonding results.
- Bonding larch: 1C-PUR adhesives must never be used for bonding larch surfaces in outdoor areas. The substance "arabinogalactan" which is contained in the wood, or forms within it, considerably weakens the bonding strength! No problems have been identified with PVAC and EPOXI adhesives.
- When bonding solid wood, the adhesive should preferably be applied to both bonding surfaces.
- For bonding solid wood in outdoor applications, suitable tests should be performed to determine the optimum permanent bond depending on the type of wood, weather intensity, surface protection and geometry of the bonding gap.
- The adhesive is mildly foaming and is therefore well suited to use on slightly uneven surfaces. The pressing time must be adjusted according to the thickness of the gluing joint.
- Skin-forming and joining times, as well as the respective pressing and processing times required, are influenced by criteria such as material, temperature, amount applied and air moisture, amongst others. As a result, they can only be precisely determined through independent tests. Corresponding safety margins for the specified reference values should be accounted for by the installer.
Related products









LAST VIEWED

 © 2020 All rights reserved.
© 2020 All rights reserved.